اخراج ایک ایسا عمل ہے جس کے ذریعے ایلومینیم کے بلٹس کو ڈائی کے ذریعے مجبور کیا جاتا ہے، جس کے نتیجے میں ایک مطلوبہ کراس سیکشن ہوتا ہے,ایلومینیم کے اخراج کا عمل ایلومینیم کو گرم کرکے اور اسے ہائیڈرولک رام کے ساتھ ڈائی میں شکل کے کھلنے کے ذریعے زبردستی شکل دیتا ہے۔باہر نکالا ہوا مواد ایک لمبے ٹکڑے کے طور پر ابھرتا ہے جس کا پروفائل ڈائی اوپننگ ہوتا ہے۔ایک بار باہر نکالنے کے بعد، گرم ایلومینیم پروفائل کو بجھانا، ٹھنڈا، سیدھا اور کاٹا جانا چاہیے۔

اخراج کے عمل کا موازنہ ٹیوب سے ٹوتھ پیسٹ کو نچوڑنے سے کیا جا سکتا ہے۔ٹوتھ پیسٹ کا مسلسل بہاؤ گول نوک کی شکل اختیار کرتا ہے، بالکل اسی طرح جیسے ایلومینیم کا اخراج ڈائی کی شکل اختیار کرتا ہے۔ٹپ یا ڈائی کو تبدیل کرکے، مختلف اخراج پروفائلز بنائے جا سکتے ہیں۔اگر آپ ٹوتھ پیسٹ ٹیوب کے کھلنے کو چپٹا کریں گے تو ٹوتھ پیسٹ کا چپٹا ربن نکلے گا۔ایک طاقتور ہائیڈرولک پریس کی مدد سے جو 100 ٹن سے لے کر 15,000 ٹن تک دباؤ ڈال سکتا ہے، ایلومینیم کو کسی بھی تصوراتی شکل میں نکالا جاسکتا ہے۔ لامحدود ڈیزائن کے امکانات کے ساتھ ڈیزائنرز۔
اخراج کے دو طریقے ہیں - براہ راست اور بالواسطہ - اور عمل عام طور پر ان مراحل پر عمل کرتا ہے:
آپ جس شکل کو بنانا چاہتے ہیں اس کے کراس سیکشن سے ڈائی کاسٹ کیا جاتا ہے۔
ایلومینیم کے بلٹس کو بھٹی میں تقریباً 750 سے 925ºF تک گرم کیا جاتا ہے، وہ مقام جہاں ایلومینیم نرم ٹھوس بن جاتا ہے۔
ایک بار مطلوبہ درجہ حرارت پر، پرزوں کو ایک ساتھ چپکنے سے روکنے کے لیے بلٹ اور رام پر سمٹ یا چکنا کرنے والا مادہ لگایا جاتا ہے، اور بلٹ کو اسٹیل کے اخراج کے پریس کنٹینر میں منتقل کیا جاتا ہے۔
مینڈھا بلٹ پر دباؤ ڈالتا ہے، اسے کنٹینر اور ڈائی کے ذریعے دھکیلتا ہے۔نرم لیکن ٹھوس دھات کو ڈائی میں سوراخ کے ذریعے نچوڑا جاتا ہے اور پریس سے باہر نکل جاتا ہے۔
ایک اور بلٹ کو لوڈ کیا جاتا ہے اور پچھلے ایک پر ویلڈ کیا جاتا ہے، اور یہ عمل جاری رہتا ہے۔اخراج دبانے سے پیچیدہ شکلیں ایک فٹ فی منٹ کی رفتار سے ابھر سکتی ہیں۔آسان شکلیں 200 فٹ فی منٹ کی رفتار سے ابھر سکتی ہیں۔
جب تشکیل شدہ پروفائل مطلوبہ لمبائی تک پہنچ جاتا ہے، تو اسے کاٹ کر کولنگ ٹیبل پر منتقل کر دیا جاتا ہے، جہاں اسے ہوا، پانی کے اسپرے، پانی کے غسلوں یا دھوئیں سے جلدی سے ٹھنڈا کیا جاتا ہے۔
ایلومینیم کا اخراج ٹھنڈا ہونے کے بعد، اسے ایک اسٹریچر پر منتقل کیا جاتا ہے جہاں اسے سیدھا اور سخت محنت سے اس کی سختی اور طاقت کو بہتر بنانے اور اندرونی دباؤ کو دور کرنے کے لیے بنایا جاتا ہے۔
اس مرحلے پر، اخراج کو آری سے مطلوبہ لمبائی تک کاٹا جاتا ہے۔
ایک بار کاٹنے کے بعد، باہر نکالے گئے حصوں کو کمرے کے درجہ حرارت پر ٹھنڈا کیا جا سکتا ہے یا عمر بڑھنے والے اوون میں منتقل کیا جا سکتا ہے، جہاں گرمی کا علاج درجہ حرارت کے کنٹرول والے ماحول میں عمر بڑھنے کے عمل کو تیز کرتا ہے۔
مناسب عمر کے بعد، اخراج پروفائلز کو مکمل کیا جا سکتا ہے (پینٹ یا اینوڈائزڈ)، من گھڑت (کاٹ، مشینی، جھکا، ویلڈڈ، اسمبل)، یا کسٹمر کو ڈیلیوری کے لیے تیار کیا جا سکتا ہے۔
ایلومینیم کے اخراج کا عمل درحقیقت دھات کی خصوصیات کو بڑھاتا ہے اور اس کے نتیجے میں ایک حتمی مصنوعہ ہوتا ہے جو پہلے سے زیادہ مضبوط اور زیادہ لچکدار ہوتا ہے۔یہ دھات کی سطح پر ایلومینیم آکسائیڈ کی ایک پتلی تہہ بھی بناتا ہے، جو اسے موسم کے خلاف مزاحم اور ایک پرکشش قدرتی فنش فراہم کرتا ہے جس کے لیے مزید علاج کی ضرورت نہیں ہوتی، جب تک کہ کسی مختلف فنش کی خواہش نہ ہو۔
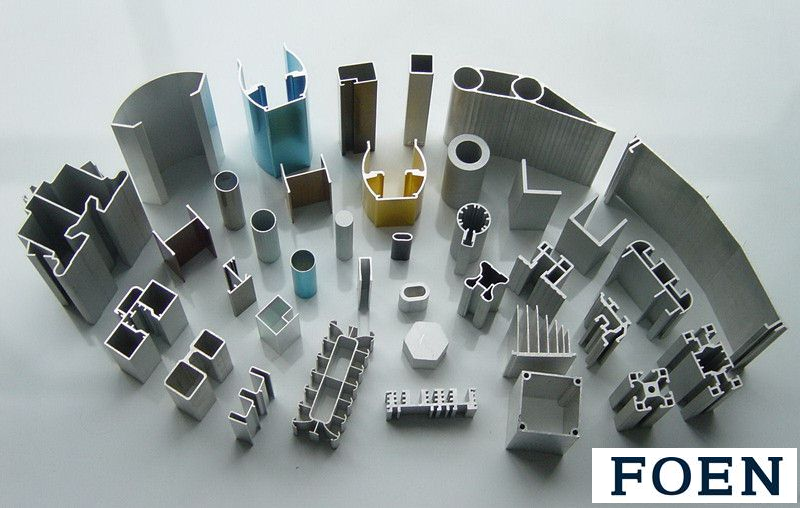
FOEN ایلومینیم ایکسٹروژن ایکسٹروڈڈ ایلومینیم پروفائلز کا دنیا کا سب سے بڑا پروڈیوسر ہے۔ہم معیاری پروفائلز سے لے کر پیچیدہ ملٹی پارٹ ایلومینیم اخراج تک معیاری اور ملکیتی ایلومینیم مرکب میں جہتی درستگی اور اعلی سطحی معیار کے ساتھ انتہائی مشکل تقاضوں کو پورا کر سکتے ہیں۔

پیداوار اور فراہمی کی سہولیات کا ہمارا ملک گیر نیٹ ورک ہمیں تمام اشکال، سائز، مرکب دھاتیں اور مزاج پیدا کرنے کے قابل بناتا ہے۔FOEN آٹوموٹو، ماس ٹرانزٹ، برج ڈیکنگ، اور شمسی/قابل تجدید توانائی کی صنعتوں کے ساتھ ساتھ عمارت اور تعمیراتی مارکیٹ کے لیے گرین ایپلی کیشنز کے لیے درکار ایلومینیم مصنوعات کے لیے مکمل حل پیش کرتا ہے۔
پوسٹ ٹائم: اپریل 24-2022