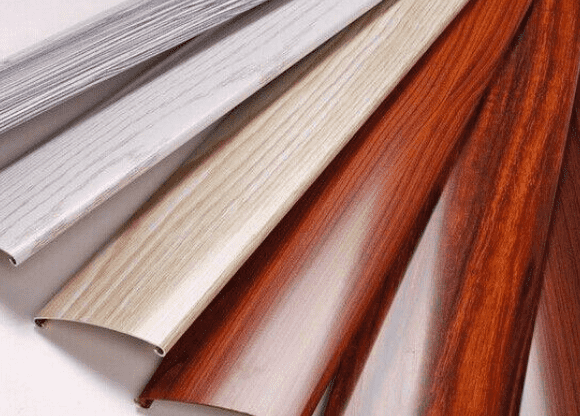
ایلومینیم مرکب لکڑی کے اناج کا پینٹ نقلی لکڑی کے اناج کے اثر کا 99٪ حاصل کرسکتا ہے، ایلومینیم مرکب پر برش لکڑی کے اناج پینٹ، ایک روشن رنگ میں ننگے ایلومینیم مرکب ہے، جیسے کہ آپ لکڑی کے حلقوں کا اثر دیکھ سکتے ہیں. ایلومینیم مرکب عمارت کے بعد لکڑی کے اناج پینٹ کی سجاوٹ کا استعمال انسان کو قدیم جنگل، اصل ماحولیاتی قدرتی ماحول میں واپس محسوس کرے گا، بلکہ ارد گرد کے مناظر کے لیے بھی بہت کچھ شامل کیا گیا ہے، اب ایلومینیم کھوٹ پر لکڑی کے اناج کی پینٹ برش کرنا ایک فیشن اور رجحان بن گیا ہے۔ انجینئرنگ کے میدان.

آج لکڑی کے اناج کے پینٹ کے عمل اور نقلی لکڑی کے اناج کو پہلے ہی عوام اور استعمال کے ذریعہ قبول کیا گیا ہے، اور ہم سے بہت پیار کیا گیا تھا، جیانگ ہانگ شان آرٹ کوٹنگ لکڑی کے اناج پینٹ کو لاؤ شیفو صاف کیا جاتا ہے غیر زہریلا، بے ذائقہ، کی تعمیر کے عمل میں آلودگی، ایلومینیم لکڑی اناج پینٹ آسنجن اعلی موسم کی صلاحیت، ایک ہی وقت میں کر سکتے ہیں نہ صرف گھر کے اندر، باہر ایلومینیم لکڑی لاکھ بھی خاص طور پر مقبول ہے.
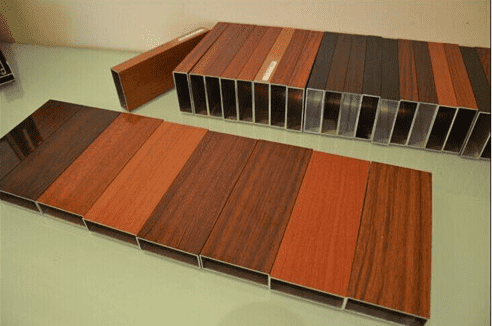
لکڑی کے اناج کی منتقلی کی پرنٹنگ پروفائل سے مراد الیکٹرو اسٹاٹک پاؤڈر چھڑکنے کی بنیاد پر ہے، اعلی درجہ حرارت ہوا ہوا تھرمل دخول کے اصول کے مطابق، لکڑی کے اناج کے پیٹرن پر حرارتی، دباؤ، ٹرانسفر پیپر یا ٹرانسفر فلم کے ذریعے، تیزی سے منتقلی اور دخول اسپرے کیا گیا ہے۔ پروفائل پر. تاکہ لکڑی کے اناج پروفائل ساخت کی پیداوار واضح، تین جہتی احساس مضبوط ہے، لکڑی کے اناج کے قدرتی احساس کی عکاسی کر سکتے ہیں، روایتی لکڑی کے بجائے ایک مثالی توانائی کی بچت اور ماحولیاتی تحفظ کا مواد ہے.
لکڑی کے دانے ایلومینیم سے مضبوط چپکنے والے، غیر زہریلے، کوئی عجیب بو نہیں، صاف کرنے میں آسان ہے۔ مصنوعات کی لکیریں صاف اور جاندار ہیں، سہ جہتی احساس مضبوط ہے، ظاہری سجاوٹ کا اثر اچھا ہے، سادگی کی واپسی ہے، فطرت کی طرف لوٹنے کا بصری اثر۔ الیکٹرو اسٹیٹک اسپرے کرنے والے ایلومینیم پروفائل کی سطح پر کوٹنگ فلم غیر اتار چڑھاؤ اور ہوا میں آکسیڈائزنگ نہیں ہوتی، ماحول کو کسی قسم کی آلودگی کے بغیر۔ سپرے کی سطح پر جمع ہونے والی گندگی، ایک بار صاف ہونے کے بعد اصل چمک اور ظاہری شکل کو بحال کریں۔
لکڑی کے اناج کی منتقلی کی پرنٹنگ کے عمل کی درج ذیل تفصیلات۔
عمل 1: بڑے رقبے یا خصوصی شکل والے سبسٹریٹ کے لیے موزوں ہے۔.
مرحلہ 1: بنیادی مواد کو منتخب کریں جو اسپرے کیا گیا ہے۔
دوسرا مرحلہ: لکڑی کے اناج کی حرارت کی منتقلی کے کاغذ کو لپیٹے ہوئے سبسٹریٹ میں منتقل کیا جائے، اعلی درجہ حرارت سے بچنے والے چپکنے والے کاغذ کے فکسڈ پیپر انٹرفیس کے ساتھ، تاکہ لکڑی کے دانے ہیٹ ٹرانسفر پیپر کو ڈھیلا ہونے سے روکا جا سکے۔ کاغذ کو منتقل کرنے کے لیے سبسٹریٹ کے چہرے کے ساتھ چسپاں کیا جانا چاہیے۔)
تیسرا مرحلہ: اور پھر لکڑی کے اناج میں گرمی کی منتقلی کے کاغذ کو ٹیوب پلاسٹک کے پلاسٹک بیگ کے سبسٹریٹ میں لپیٹ کر اعلی درجہ حرارت کی مزاحمت اور اچھی سگ ماہی کے ساتھ، اور پھر پلاسٹک کے پلاسٹک بیگ کے دونوں سروں سے ویکیوم کریں، جب تک کہ پلاسٹک کا بیگ نہیں ہو سکتا۔ مکمل طور پر اور مؤثر طریقے سے سبسٹریٹ کے قریب۔
ویکیوم منفی دباؤ کا سائز سبسٹریٹ کی خصوصیات پر مبنی ہونا چاہیے اور پلاسٹک کے تھیلے منفی دباؤ اور دیگر عوامل کو برداشت کر سکتے ہیں تاکہ مناسب ایڈجسٹمنٹ کی جا سکے، عام طور پر 0.3 ~ 0.8Mpa کے درمیان۔ تھرمل ٹرانسفر پیپر کو منفی دباؤ کے ذریعے سبسٹریٹ کے ساتھ مکمل اور مؤثر طریقے سے منسلک کیا جائے۔)
چوتھا مرحلہ: سبسٹریٹ کو اوون بیکنگ پر لپیٹ دیا گیا ہے، بیکنگ کا درجہ حرارت اور وقت کی لمبائی کو منتقل کرنے والے سبسٹریٹ کی خصوصیات کے مطابق ایڈجسٹ کیا جانا چاہئے، ساخت کی گہرائی اور تندور کی مخصوص کارکردگی کو منتقل کرنا اور دیگر جامع عوامل، عام طور پر درجہ حرارت 160 ~ 180 ℃، وقت 5 ~ 8 منٹ
مرحلہ 5: تندور سے منتقل ہونے والے سبسٹریٹ کو باہر نکالیں، منتقل ہونے والے سبسٹریٹ کے ایک سرے سے پلاسٹک کے تھیلے کو نکال دیں (نوٹ: اس پلاسٹک کے تھیلے کو منافع کے لیے دوبارہ استعمال کیا جا سکتا ہے)، ہیٹ ٹرانسفر پیپر کو پھاڑ دیں، اور سطح کو صاف کریں.
عمل دو: فلیٹ سبسٹریٹ کے لیے موزوں۔
مرحلہ 1: وہ سبسٹریٹ منتخب کریں جس پر الیکٹرو سٹیٹک سپرے کیا گیا ہو۔
دوسرا مرحلہ: لکڑی کے دانے ہیٹ ٹرانسفر پیپر کا اگلا حصہ اور سبسٹریٹ کو دکان کے چہرے پر منتقل کیا جانا ہے۔
تیسرا مرحلہ: پلیٹ ہیٹ ٹرانسفر مشین پریشر، ہیٹنگ، عام طور پر 160 ~ 180 ℃ درجہ حرارت کی منتقلی، 18 ~ 25 سیکنڈ کے لیے وقت
چوتھا مرحلہ: تھرمل ٹرانسفر پیپر کو پھاڑ دیں، پی ای ٹی تھرمل ٹرانسفر فلم ٹرانسفر کا استعمال کریں،
عمل تین: خاص شکل والے سبسٹریٹ کے لیے موزوں.
مرحلہ 1: وہ سبسٹریٹ منتخب کریں جس پر الیکٹرو سٹیٹک سپرے کیا گیا ہو۔
دوسرا مرحلہ: پی ای ٹی تھرمل ٹرانسفر فلم کو لپیٹ کر سبسٹریٹ میں منتقل کیا جائے، الٹراسونک سگ ماہی مشین کے ساتھ پی ای ٹی تھرمل ٹرانسفر فلم کو نلی نما بیگ میں بند کر دیا جائے۔ ٹرانسفر پیسٹ کا چہرہ۔)
تیسرا مرحلہ: ٹیوبلر پی ای ٹی تھرمل ٹرانسفر فلم بیگ کے دونوں سروں سے ویکیوم جب تک کہ پی ای ٹی تھرمل ٹرانسفر فلم مکمل طور پر اور مؤثر طریقے سے سبسٹریٹ کے قریب نہ ہو جائے۔ ویکیوم منفی پریشر کا سائز سبسٹریٹ اور پی ای ٹی تھرمل ٹرانسفر فلم کی خصوصیات پر مبنی ہونا چاہئے۔ مناسب ایڈجسٹمنٹ کرنے کے لیے منفی دباؤ اور دیگر عوامل کو برداشت کر سکتے ہیں، عام طور پر 0.3 ~ 0.8MPa کے درمیان
چوتھا مرحلہ: سبسٹریٹ کو بیک کرنے کے لیے تندور میں لپیٹ دیا گیا ہے، بیکنگ کے درجہ حرارت کی لمبائی اور وقت کو منتقل کیے جانے والے سبسٹریٹ کی خصوصیات، منتقلی کی ساخت کی گہرائی اور مخصوص کارکردگی کے مطابق ایڈجسٹ کیا جانا چاہیے۔ تندور اور دیگر جامع عوامل، عام ٹرانسفر پرنٹنگ کا درجہ حرارت 160 ~ 180 ℃ ہے، وقت 5 ~ 8 منٹ ہے
مرحلہ 5: تندور سے باہر نکالنے کو پی ای ٹی تھرمل ٹرانسفر کے علاوہ دستی یا مکینیکل اڑانے (یعنی پی ای ٹی تھرمل ٹرانسفر فلم ٹیوبلر بیگ کو دھماکے سے اڑا کر) کے ساتھ سبسٹریٹ میں منتقل کر دیا گیا ہے۔
پوسٹ ٹائم: مئی 21-2021